AI has now been around for over half a century but it’s only just starting to roll out on a commercial scale.
The term ‘artificial intelligence’ itself was coined in 1956 at a conference at Dartmouth College, in Hanover, New Hampshire.
The early pioneers of artificial intelligence inspired a legacy of futurist science fiction throughout the 70s and 80s, envisioning powerful robots with superhuman strength and near-supernatural abilities.
If you look at how AI is used in industry and manufacturing today, many of these early sci-fi dreams have already become a reality.
Dubbed ‘Industry 4.0’, the new horizons of AI are fuelling a new type of high-tech industrial revolution where fleets of robots carry out tasks with minimal human intervention.
Colossal volumes of high-fidelity data collected through vast IoT sensor networks can be analysed in realtime providing businesses with a detailed snapshot of their entire operations from factory to supply chain and logistics.
In this article, we’ll be exploring some of the ways that AI and machine learning (ML) are used in manufacturing and industry.
Table of Contents
AI in Manufacturing Today: The Stats
AI is ubiquitous throughout the manufacturing world today.
AI in manufacturing covers:
- Machine learning
- Deep learning
- Neural networks
- Robotics
- Automation
- Cybernetics
- Data analysis
In a 2021 study by NewVantage Partners, 99% of surveyed businesses across the manufacturing, life sciences, finance and healthcare industries said that they were actively investing in AI and Big Data. 91.9% said that investment in these areas was growing day-by-day.
Forbes Business Insights found that 44% of surveyed business from the manufacturing and automotive industry found that AI was “highly important” to their operations. 49% stated that it was “absolutely critical to success”.
The pace and the rate of acceleration in investment in AI and the data infrastructure and services that support it is quite phenomenal.
Statista data shows that investment in Big Data is more than 10x greater today than in 2011.
Global investment in AI specifically topped $39bn in 2017 vs just $4.5bn in 2013.
AI Case Study: FANUC
Industry 4.0 is defined as an industrial or manufacturing eco-system that is powered and supported almost wholly by automation and data, and not human labour.
These smart cyber-physical systems involve self-learning robots equipped with computer vision, suites of advanced IoT sensors and powerful data analysis for process optimisation, predictive maintenance and energy efficiency.
One of the most prolific examples is the AI-powered FANUC factory in Japan. Nestled near Tokyo in a town with a population of 9,000, robots outnumber humans the human population by 7-to-1.
The robots build and even maintain each other. They optimise their own manufacturing processes working day and night with minimal human intervention.
To describe quite how highly automated these factories are, they are often known as ‘lights out factories’.

Vice President Kenji Yamaguchi told investors that the company automated some 80% of its own internal engineering, humans were largely just responsible for wiring and other electrical tasks.
A Bloomberg Business report in 2017 reported that FANUC had sold some 4 million CNC systems and half a million industrial robots. In 2017, they had already captured a quarter of the global industrial automation market.
AI Case Study: Predictive Maintenance
At the intersection of AI, ML and data analysis is predictive maintenance.
Industrial and manufacturing performance hinge around the quality of machinery and factory uptime.
The maintenance of machines can be a great challenge. Small system and equipment failures can add up rapidly, eventually causing catastrophic damage that demands major repairs.
Additionally, as machinery ages, it may slow down or become less accurate.
This can lead to manufacturing errors that could even result in massive product recall.
This has been of particular importance in the manufacture of medical devices. The authors of Safety Risk Management for Medical Devices highlight that product errors, glitches and defects can result in accidents and harm during surgery or other medical procedures.
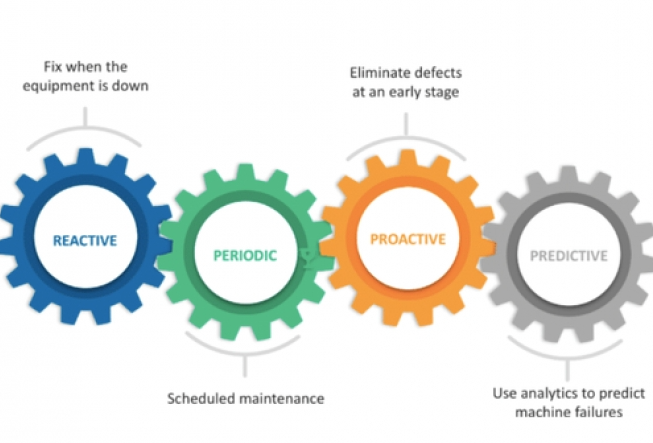
AI-powered predictive maintenance is faster and more efficient than the other 3 maintenance types:
- Reactive: Wait until equipment fails before you repair it
- Periodic: Schedule maintenance at periodic intervals
- Proactive: Replace equipment before it fails
- Predictive: Predict when equipment will fail – the most efficient approach to maintenance
AI in Medical Implant Manufacturing
Delloite overviewed a case study where IoT sensors and AI software analysed the vibrations emitted by the diamond-tipped cutting tools used to engineer medical implants.
To combat errors during manufacturing, AI and IoT sensors combine to ‘listen’ to machinery and work out when it requires attention.
Titanium is a very hard metal and so even diamond-tipped cutters can wear quickly. Worn cutting tools can result in defective or poor-quality implants.
The issue that AI solved was discovering precisely when these diamond-tipped blades needed to be replaced.
IoT sensors combined with AI software detect changes in the vibration of the cutting implements, thus alerting engineers when they were becoming worn.
This is far quicker and more efficient than reactive, proactive or periodical maintenance.
AI Case Study: Energy Efficiency
Energy efficiency was not in the vocabulary of manufacturing even 20 years ago where fossil fuels reigned supreme, but that is now changing – and AI is being used to accelerate these changes.
Global tech giants such as Google, Facebook and Amazon have already switched large parts of their operations to renewable energy.
The International Renewable Energy Agency are optimistic that renewables will constitute some 27% of all manufacturing-related power consumption by 2030.
Google already claims to use 100% renewable energy for their data centres worldwide and Amazon has pledged to use 100% renewables by 2025.
Whilst switching to renewables is important, energy efficiency optimisation makes better use of what is already there and AI has already seen significant use here.
AI Optimisation of HVAC Air-Con Units
Using reinforcement learning, the authors of a study published on TowardsDataScience used an AI reinforcement learning algorithm to save 25% of the energy expended on HVAC air-conditioning units in their factories worldwide.
HVAC units can account for some 50% of energy consumption in industrial buildings and constitute a massive 10% of all electricity worldwide.
AI Optimisation of Google Data Centre Cooling
Google DeepMind employed machine learning to reduce the cooling bill of a Google Data Centre by 40%.
Google DeepMind inducted data from thousands of sensors covering operating temperatures, cooling pump speeds, power usage, etc, and fed this into a series of deep neural networks.
Google states that DeepMind’s AI assisted them in solving the following problems:
- Equipment Issues: How the equipment is operated and how each piece of technology interact with each other and their operating environments. Google found that traditional engineering problem analysis failed to account for some of the more complex interactions.
- System Rules: The cooling system failed to account for internal or external changes such as the weather. Traditional scenario engineering cannot generate heuristic rules for all of these scenarios.
- Unique Architecture: Each of Google’s Data Centres involve unique elements that make universal rules very hard to apply. A more nuanced framework was required.
After feeding data into neural nets, Google DeepMind was able to optimise cooling energy consumption by 40%.

Want to improve your data skills?
See the best data engineering & data science books
AI Case Study: Digital Twin Technology
Digital twin technology digitally models a real-life process, scenario or environment. Its modern-day incarnate is a software model that inducts information flow from real-life systems to recreate that system digitally in real-time.
This data is used to create a software replica – a digital twin. These digital replicas can then be used to simulate processes in a non-destructive, simulative digital environment.
NASA: The First Digital Twins
NASA has been using digital twins since the 70s and they were pivotal in saving the astronauts aboard the ill-fated Apollo 13 mission in 1970. After suffering an explosion, Apollo 13’s astronauts were stuck in an elliptical orbit some 200,000 miles from Earth.
NASA had already engineered some 15 simulators that were used to simulate every aspect of spacecraft launch, in-space manoeuvrability, landing and return to Earth.
After Apollo 13 was damaged irreparably in orbit around Earth, on the ground, NASA’s colossal team of technicians, engineers and data scientists were working 24/7 to input and analyse every single colliding variable possible to try and create a sequence that would get the astronauts home.
Their simulators allowed them to plug sequences in and test them to the Nth degree before they broadcasted the final sequence to the crew.
On April 17th 1970, Apollo 13 ‘safely’ splashed into the Pacific Ocean.
This is an early example of a digital twin – though it obviously lacks the AI and real-time data flow of today’s more powerful models.
Digital Twins in Manufacturing
Digital twins allow the manufacturing industry to digitally simulate their manufacturing environments.
Any changes or adjustments can be measured and analysed in their digital twin before rolling out the systems for real.
For example, Chevron Corp, an energy group, uses digital twins for predictive maintenance, digital models of their network allow them to ascertain when their equipment requires attention.
Similarly, Brazilian agricultural machinery manufacturer Stara used digital twin technology and data inducted through IoT sensors mounted on their tractors to analyse farming processes. This allowed them to predict and alert owners when maintenance to their tractors was required whilst reducing excessive seed and fertiliser use.
The Benefits of AI in Manufacturing and Industry
AI Creates a Safer Working Environment
The manufacturing and industrial sectors have always traditionally relied on immense physical labour.
The human cost of the original industrial revolution in the 1800s was immense. Factory workers were crammed into squalid, unsafe environments. Cholera was easily transmitted in factories and some 16,000 Londoners died of it in 1849 alone, which back then, was a e significant proportion of the population
Perhaps, though, there is no stronger epitaph to the human cost of industrialisation as the Kolyma Highway in Russia where approximately 250,000 to 1,000,000 workers died – 1 for every metre of road.
And then there was the safety of the machines themselves. Injuries at work would have been frequent and horrific.
AI-powered automated robots do not suffer from the same fatigue as human workers.
This is very important in particularly dangerous settings such as foundries, oil refineries or any factory that involves volatile, explosive, nuclear or other hazardous materials.
Automation and robotic manufacturing creates a much safer work environment.
AI Reduces Labour Costs
Combined with the increase in workplace safety, AI also reduces labour costs. Automated robots can replace highly repetitive, monotonous jobs. The superhuman strength and accuracy of AI-powered robotics yields greater results than manual assembly and manufacture.
Gerber labs has a great article on printed circuit boards, the manufacturing process for these can be automated with artificial intelligence. For example a company called Cerebra VISION – an AI computer vision platform – scans PCB circuit boards for tiny defects on a massive scale. This would otherwise be a very labour-intensive job with a high error rate.
Of course, this is a double-edged sword and must be weighed up against job losses as machines displace human roles.
The argument is that adopting AI and automation in industry and manufacturing provides an opportunity for upskilling. As automated equipment saves time and money, those who formerly worked on the factory floor can ply their skills and experience to engineering or maintaining the robots themselves, or can be directed to other roles within the company.
An employee from FANUC who spoke to Bloomberg Businessweek encapsulated this well;
“Any process which can be automated frees the human hands,” he says, “which in turn frees the human mind.”
AI Lowers Operation Costs
AI lowers operation costs in so many ways ranging from reducing factory and equipment downtime via predictive maintenance, process and energy optimisation and discovering new and innovative ways to solve challenges.
For example, Supply Chain 24/7 reports that AI and IoT integrations reduce supply chain labour costs by some 30% and can increase supply chain efficiency by 20%.
AI discovers inefficiencies and helps describe the solutions to these challenges. It’s often the case that many small variables can add up to catalyse big changes in a system – such as Google DeepMind’s optimisation of energy use in their data centres.
Discovering these smaller variables by hand is meticulous but AI makes light work of large, heavy datasets, exposing inefficiencies and lowering operations costs.
AI Results in Better Decision Making
Making quick, accurate manufacturing decisions is pivotal to success.
AI-empowered data analytics tools and platforms allow businesses to make sense of huge datasets. By discovering opportunities for optimisation, businesses in the manufacturing sector can make better business decisions.
Digital twins allow businesses in the industry and manufacturing sector to pilot changes in a digital environment before they roll out for real. This enhances decision making by ensuring that changes are safe and beneficial prior to rollout across a system.
This is hugely important in manufacturing where changes to sensitive equipment and manufacturing processes can have unpredicted impacts.
For example, increasing factory capacity could result in overheating if the environmental controls are not also adjusted. Digital twins expose these hidden impacts so adjustments can be made pre-rollout.
AI for Business Strategy and Reporting
AI helps deliver insights to key stakeholders and investors. Industrial and manufacturing reporting involves vast datasets and making sense of complex data can be tricky.
AI-powered analytics platforms help data scientists create reports, graphs and visuals to break down KPIs.
Performing calculations across huge datasets is much quicker and more efficient with AI-assited analytics platforms and the results more accurate and usable.
Summary
AI’s multitude of uses in manufacturing and industry has lowered costs, introduced highly refined, optimised processes and created safer working environments.
Digital twin technology allows businesses to simulate their operations in a non-destructive environment. Predictive maintenance is helping factories achieve near-100% uptime.
In Industry 4.0, advanced AI-powered robots complete tasks with superhuman speed, precision and efficiency. Some, like FANUC’s advanced robots, can even build and maintain each other.
We are probably some way away from the ceiling of Industry 4.0 and the future is looking increasingly likely to resemble something where human intervention is seldom required.